
Технологической операцией правка устраняются разнообразные виды дефектов заготовки. Каждому из них подходит определенный вид инструмента, приспособлений и технологических приемов.
Когда необходима правка
Выправить дефект, возникший на заготовке, обладающей пластическими свойствами, можно методами деформирования. Такие отклонения появляются в процессе изготовления или неправильной эксплуатации.
Виды
Технологические приемы устранения дефектов заготовок могут включать в себя как ручные способы правки, так и машинные. Ремонтные работы, в частности кузовные автомобилей, выполняются вручную квалифицированными специалистами, обладающими индивидуальным набором инструментов и колоссальным опытом.
При массовом производстве металлоконструкций заготовки доводятся до нормативных требований с помощью специального правильного оборудования. Более подробно машинный процесс правки рассмотрен в статье «Оборудование для правки металла».

При применении в технологическом процессе сварки, заготовки деформируются из-за температурных напряжений. Для правки таких заготовок могут изготавливаться специальные приспособления. Заневоленная в такой оснастке заготовка подвергается термическому отжигу, который возвращает ее в исходное состояние.
Типы заготовок

Все виды выпускаемого проката можно избавить от дефектов методами деформирования. Достаточно часто встречается волнистость, коробление, складки на листах, приходится для использования в технологическом процессе выпрямлять проволоку из бухт. Профильным трубам и другим заготовкам данной конфигурации требуется возвращать прямолинейность и устранять скручивание вокруг продольной оси.
В процессе производства готовой детали, приходится применять технологическую операцию правка для устранения остаточных деформаций возникших на промежуточных этапах технологии, например, после сварки, резки, вырубки.
Перечень приспособлений, применяемых для правки, рихтовки и гибки
Ручная правка производится как типовыми инструментами и приспособлениями, так и выполненными исключительно для данной конкретной заготовки. Поэтому перечень такой оснастки разнообразен, ниже приводятся лишь некоторые виды.
Набор крючков
Если на кузове автомобиля обнаружилась вмятина, но лакокрасочное покрытие не повреждено, воспользуйтесь инструментом для правки, который получил название «крючки».
Он представляет из себя набор стержней с ручкой и загибом на конце. Загибы имеют разные радиусы, углы, форму. Каждый из множества видов крючков (конусные, ножевые, сложного доступа, арки, рессорные и другие) предназначен для устранения дефектов определенной формы конструкции кузова.

Конструкция «крючков» позволяет сделать доступным обработку вмятины изнутри корпуса кузова, что является единственным способом устранить вмятину без нарушения покрытия. Работать с таким инструментом под силу лишь квалифицированным специалистам.
Полезное видео
Правильные чугунные и стальные плиты
Одним из самых важных приспособлений для ручной правки является правильная плита. На ней выполняется устранение дефектов листовых и полосовых заготовок, прогибов на прутках, трубах и других профилях.
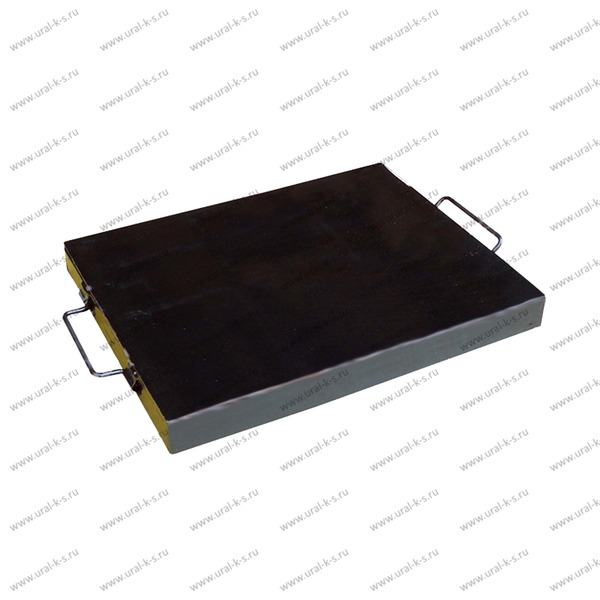
Рабочее место для правки металла, оснащенное правильной плитой должно обладать устойчивостью к ударным нагрузкам. Поэтому плиты достаточно массивны и часто выполняются из тяжелых болванок серого чугуна с наибольшим линейным размером до 4,0 метра и даже более. К базовой поверхности плит предъявляются высокие требования к плоскостности, они окончательными операциями строгаются и шлифуются и устанавливаются по горизонтальному уровню.
Молотки, киянки
Через молотки и киянки передается силовое воздействие непосредственно на дефектные заготовки. Они имеют различные весовые и габаритные характеристики и обладают различными пластическими свойствами. Поэтому применяемые молотки конструктивно отличаются друг от друга.

Для удаления вогнутости у прутков или полосы с неокончательной обработанной поверхностью, боек молотка выполняется из углеродистой стали. Если поверхность уже имеет товарный вид, то правку выполняют с помощью молотков со вставками из твердых пород дерева, медных или алюминиевых сплавов или из прочного пластика. Ударная поверхность бойка должна быть плоской и ровной и не иметь острых углов.
Для правки тонких листов с повышенными свойствами пластичности, где нельзя оставлять следов от ударов на поверхности, применяют киянки. Бойки у них сделаны из прочных пород дерева (дуб, самшит, бук) или ударопрочной резины.
Кувалды
Кувалды применяют для черновой правки крупных заготовок, когда ударного усилия обычного молотка не хватает. Боек повышенной массы (до 5 кг.) оказывает деформирующее действие на круглый и профильный прокат крупного сечения.

Рихтовальные бабки
Некоторые технологические процессы изготовления деталей включают правку предварительно термически обработанных заготовок. Такие заготовки имеют определенную поверхностную твердость, что создает конкретные требования к инструменту для правки. В закаленном состоянии заготовка правится с более строгими допусками от номинальных размеров, такую правку по-другому называют рихтовкой.

Для базирования заготовок используются рихтовальные бабки, которые изготавливаются из стальных заготовок с содержанием углерода, позволяющим выполнять закалку с высокой твердостью. Для придания заготовке при рихтовке большей степени свободы, поверхность бабок выполняется цилиндрической или сферической формы.
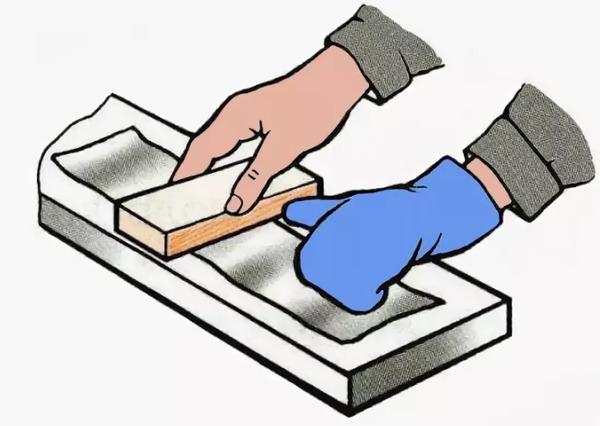
Гладилки
Тонколистовой металл править ударным способом не рекомендуется, здесь применяется технология выглаживания. Ключевую роль выполняет инструмент в виде деревянного или металлического бруска, называемого гладилкой. Заготовку располагают на правильной плите и с помощью гладилок вытягивают металл от начала неровности до края заготовки. Таким образом, выпуклость листа исчезает.
Наковальня
Кроме правильной плиты в качестве поддерживающего приспособления для ручной правки применяется наковальня, которая дает больше универсализма в выполнении правильных операций. На ней можно править заготовки, как изгибом, так и растяжением, например, расположив плоскую заготовку на лице наковальни для нанесения ударной нагрузки.

Для ручной правки фасонного металла применяют специальные наковальни с вырезами. Дефектный участок при ударе имеет возможность перемещаться на большее расстояние, тем самым повысить эффективность правки.



